industrial air cooled glycol chiller for soap mold coolingAn industrial air-cooled glycol chiller for soap mold cooling is a type of equipment used to lower the temperature of soap molds by circulating a glycol-water solution. It is widely applied in the soap manufacturing industry for its efficient cooling performance and convenience. Here is an introduction to it:
Key Components of air-cooled glycol chiller for soap mold
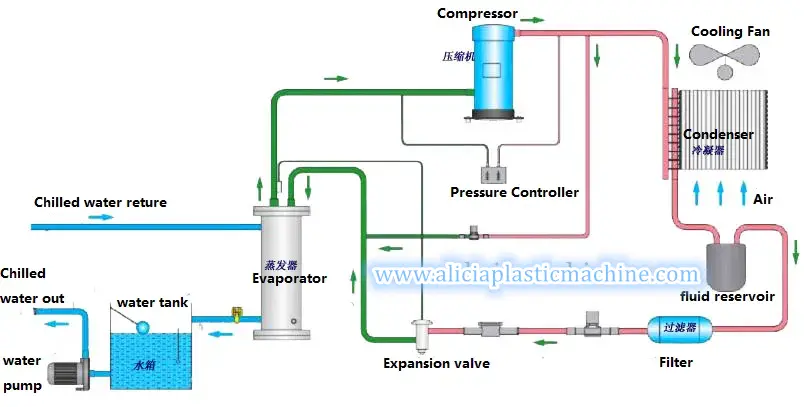
- Compressor: Usually, imported compressors such as Japanese Daikin or American Copeland are used, which are characterized by high efficiency, low noise, and reliability.
- Condenser: An air-cooled condenser is adopted, with finned tubes and cooling fans. It has good heat dissipation performance and can quickly release the heat absorbed by the refrigerant to the outside air.
- Evaporator: A shell-and-tube or plate evaporator is commonly used to exchange heat between the refrigerant and the glycol-water solution, ensuring efficient heat transfer.
- Controller: A microcomputer controller, such as a Taiwan Bangpu controller, is used to precisely control the temperature. It can display the operating status and fault information in real-time.
Working Principle of air-cooled glycol chiller for soap mold
The chiller operates based on the refrigeration cycle. The compressor compresses the refrigerant, raising its temperature and pressure. The high-temperature, high-pressure refrigerant gas then enters the air-cooled condenser, where it releases heat to the ambient air and condenses into a liquid. The liquid refrigerant passes through the expansion valve, reducing its pressure and temperature, and then enters the evaporator. In the evaporator, the refrigerant absorbs heat from the glycol-water solution, cooling it down. The cooled glycol-water solution is then pumped to the soap molds to absorb the heat generated during the soap solidification process.
Features and Advantages of air-cooled glycol chiller for soap mold
- Anti-freezing Property: Glycol is added to the water to prevent freezing, allowing the chiller to operate normally at low temperatures without the risk of pipeline icing, which is crucial for maintaining stable cooling in soap mold cooling systems.
- Easy Installation: Unlike water-cooled chillers, air-cooled glycol chillers do not require a cooling tower and related water circulation systems, making them easy to install and move, especially suitable for occasions where water resources are scarce or installation space is limited.
- Wide Temperature Control Range: Generally, the temperature control range can be from +5°C to +35°C, which can meet the different cooling requirements of soap mold cooling in various production processes.
- Multiple Protections: Equipped with compressor overload protection, high and low-voltage protection, and pump overload protection, etc., to ensure the safe and stable operation of the chiller and prolong its service life.
Choosing the right size of an industrial air-cooled glycol chiller depends on calculating total heat load and matching it to the chiller’s cooling capacity. Here’s a step-by-step guide:
1. Core Principle: Match Cooling Capacity to Heat Load
The key is to calculate how much heat the chiller needs to remove (heat load, in kW or RT) and select a chiller with cooling capacity ≥ that value (add 10–20% safety margin).
2. Calculate Total Heat Load (3 Key Factors)
- Heat from Soap Formulation: The main heat source is the exothermic reaction during soap solidification. Estimate via:
Heat load (kW) = Mass of soap per batch (kg) × Specific heat of soap (≈2.1 kJ/kg·°C) × Temperature drop needed (°C) ÷ Cooling time (seconds).
Example: 100kg soap, cool from 60°C to 30°C in 1 hour → (100 × 2.1 × 30) ÷ 3600 = 1.75 kW.
- Heat from Mold & Environment: Add heat from mold material (e.g., steel has higher heat capacity than aluminum), ambient temperature (hot workshops add load), and heat gain from pipes/pumps (≈5–10% of base load).
- Production Speed: If running continuous batches (e.g., 2 batches/hour), multiply single-batch heat load by batch frequency.
3. Convert to Chiller Cooling Capacity
- Cooling capacity units: 1 RT (Refrigeration Ton) = 3.517 kW; 1 kW = 860 kcal/h.
- Add a 10–20% safety margin to account for uncalculated heat (e.g., poor insulation, peak production) and avoid chiller overload.
Example: Total calculated heat load = 10 kW → Choose a chiller with 11–12 kW (3.1–3.4 RT) cooling capacity.
4. Other Sizing Checks
- Glycol Solution Flow Rate: Ensure the chiller’s built-in pump can deliver enough flow (L/min) to circulate through all molds. Molds with narrow channels need higher flow for efficient heat transfer.
- Temperature Control Range: Confirm the chiller can reach your required setpoint (soap mold cooling typically needs 10–25°C; choose a chiller rated for this range).
- Ambient Conditions: Air-cooled chillers rely on ambient air for heat dissipation. If installed in high-temperature areas (≥35°C), upsizing by 5–10% compensates for reduced efficiency.















